
Installation of the laser in the ASB at Las Companas.
Tooling installed on the laser for IMACS and LDSS2 mask fabrication.
During testing, we demonstrated a minimum slit width of about 50 microns (0.002") in 0.010" stainless steel, and high-quality finish cutting speeds in excess of 20 in/min. The motion stage maximum speed is 600 in/min, so we are clearly not pushing the machine's limits yet. Although the laser is rated for average power output of 150W (we measured 192W at the laser output coupler), we are only using about 13W (average!) during cutting. However, it is the high peak power of the K-150 that allows us to get high energy density in each laser pulse, estimated at about 480W peak power, per pulse (with a 90 um pulse width, operating at 300 Hz, for 2.7% duty cycle).
They provided great springtime weather for our visit to the factory....

The laser as seen from the front (Vince Kowal, OCIW, Tim Small, CP, and Mauricio Navarrete. LCO).

Left side view.

Rear quarter view

Rear view

Laser spatial filter assembly (background) and shutter/HeNe laser injection assembly (foreground).

Steve Maynard, Applications Manager at CP, demonstrates the correct way to sit on the enclosure...

The spatial filter assembly seen lengthwise.

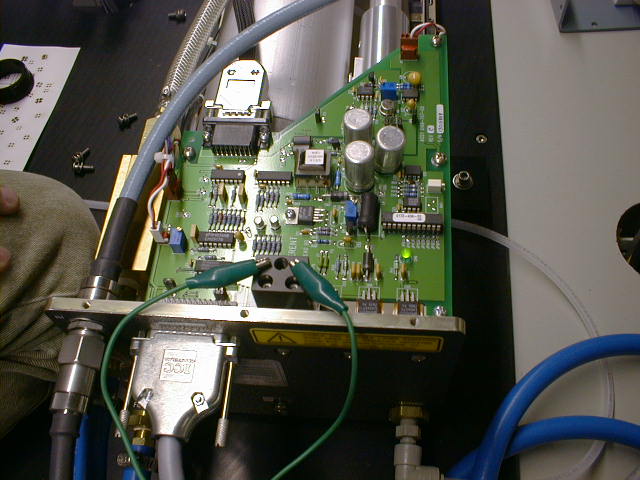
There are a small number of user-serviceable(?) components
on the laser control PCB.
The green LED indicates that the voltage regulators are
functioning.
A Coherent FieldMaster power meter in operation during
alignment of the spatial filter. The meter is
required to establish the correct X and Y alignment of
the SF relative to the beam.

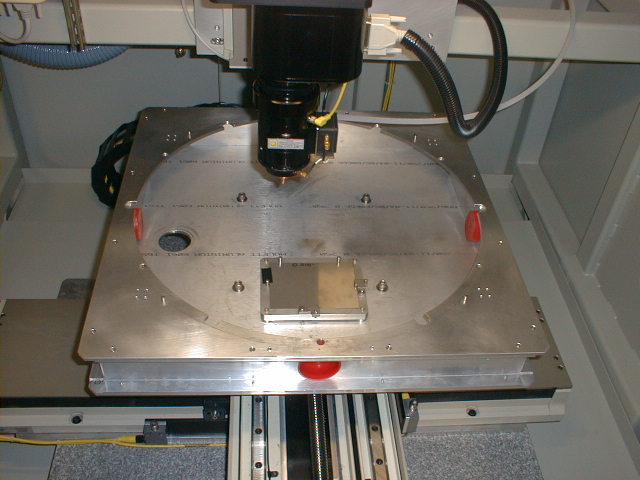
The IMACS slit mask support tooling installed on the Gemini.
The auto-focus head is centered
over the work piece. The mechanical clamps will
be replaced with air-powered clamps for operation.

Just for fun, they showed us a real laser - in this case, a CP 1.5 KW Arrow CO2 laser.

Tim Small, Senior Applications Engineer, and Scott Davis, Engineering Manager for our system.

Time to head home after a long day of slit cutting....
